-
Introduction
-
Preparation
-
Single Axis
3.1. Visual inspection
3.2. EMC
3.3. Checking the parameterization
3.3.1. Required Libraries
3.3.2. Timing settings
3.3.3. Logical axis parameters
3.3.4. Parameters of the drive actuator
3.3.5. Motor parameters
3.4. Initial commissioning of the hardware
3.4.1. Checking the communication to the drive plate / detecting a firmware upgrade
3.4.2. Testing any existing reference/limit switches
3.4.3. Testing any existing safety/additional brakes
3.4.4. Testing the STO release by the safety technology
3.4.5. Testing the brake control for small axes
3.4.6. For small axes, test the position feedback by manual movement
3.5. Commutationoffset (servo)
3.6. Rough tuning of the axes and first power on (servo)
3.6.1. Tuning Speed
3.6.2. Tuning Position
3.6.3. PowerOn
3.7. Testing the direction of rotation and position feedback
3.7.1. Setting markings on the mechanics and test referencing
3.7.2. Test movement
3.7.3. Check the result of the movement
3.8. Setting the referencing / checking the referencing
3.9. Evaluation and optimization of the control parameters
3.9.1. Servo
3.9.2. Stepper
3.10. Compensation for dead times on axis couplings
3.10.1. Diagnosis of dead times in the mappCockpit
3.10.2. Delay of the leading axis in Automation Studio
3.10.3. Delay-free coupling within an ACOPOS multi-channel device
1. Introduction
This Article contains assistance on commissioning a drive component or axis group in
the mappMotion system.
2. Preparation
Before starting commissioning, you should get a good overview of the conditions at the system.
- Who is working in the area on that day and are these workers informed about the commissioning activity?
- Where are the entrances to the machine’s danger areas and have barriers been put in
place there? - Where are the safety devices and are they functional? (e.g.
emergency shutdown of compressed air, protective gas supply, …) - Where are first aid facilities in case of an emergency?
Danger !
Before a dangerous movement is triggered on the drive, a rudimentary safety
circuit with emergency stop functionality must be in place. It is strongly
recommended to provide a mobile emergency stop or dead man’s switch as a
safety device for commissioning. Compliance with safety regulations during
commissioning is the responsibility of the user! The danger area must be clearly
marked off and secured against unintentional entry.
3. Single Axis
3.1. Visual inspection
At the start of commissioning, the work of the other trades should be visually checked for
completeness and correctness.
- Inverter connection points
• Network connection cable
• Connection and pin assignment (wire colors) of the motor cable / temperature sensor / brake
• Encoder connection
• DC link connection - Inverter node number
- Connection points on the engine
- possibly existing gearboxes
- Possibly existing reference/limit switches
- Possibly existing safety/additional brakes
- Check the working area through which the mechanics pass through for possible interference contours
- Moving mechanics on loose or incorrectly assembled parts and abandoned tools
3.2. EMC
It is very important that an EMC-compliant installation is in place. EMC interference can lead to a
wide variety of mostly sporadic error messages.
Examples:
- Disturbance of the encoder signals
- Errors in the evaluation of the analog temperature sensors (error 9013)
Electromagnetic compatibility (EMC)!
The instructions in the user manuals of the respective drive must be observed.
3.3. Checking the parameterization
The drive train information obtained through the visual inspection must be compared with the parameterization, circuit diagrams and data sheets. The Chapter contains the following Sub-Topics
-
Required Libraries
-
Timing settings
• Fieldbus
• CPU timer
• TC#1 Task class and OutputDelay -
Logical axis parameters
• Position resolution
• Movement limits -
Parameters of the drive actuator
• Axis reference
• Mechanical translation
• Positioner
• Referencing
• Movement stop limit
• Jerk filter
• IO data points -
Motor parameters
• Gear protection
3.3.1. Required Libraries
Make sure that the Automation Studio Logical View contains all required System Libraries.
They must also be deployed via the Software Configuration.
Espacialy the Hardware related implementaions sometimes are not added automaticaly.
- McAcpAx → ACOPOS P3
- McStpAx → X20SM , ACOPOS Micro Stepper
- McPuveVx → PureVirtual Axis Configuration
- McDS402Ax → Powerlink DS402 3rd Party Devices
This list is not meant to be complete but only a example.

3.3.2. Timing Settings
For servo motors (ACOPOS), the Powerlink cycle time must be a multiple of 400 μs. Furthermore,
the CPU timer should be synchronized with the fieldbus and the TC#1 should have a tolerance of 0 and correspond to the clock rate of the fieldbus.
For stepper motors, the cycle time of all fieldbuses involved in communication between the
stepper motor module and the PLC must be identical. Furthermore, the CPU timer must be
synchronized with the fieldbus and the TC#1 must have a tolerance of 0 and correspond to the
clock rate of the fieldbus. The output delay of TC#1 must be set to “EndofCycle”.
Figure 1: Powerlink cycle time

Figure 2: Cycle time X2X

Figure 3: Timing CPU and TC#1

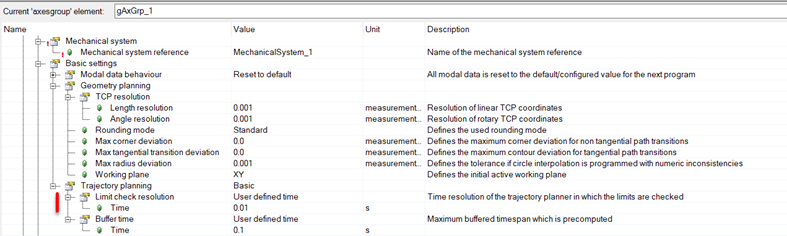
3.3.3. Logical axis parameters
Figure 4: mapp Axis configuration - logical axis limits

3.3.3.1. Position resolution
Since the position data points are mapped on the ACOPOS as integer DINT values, it is important
to familiarize yourself with the set resolution in order to be able to interpret the diagnostic values
correctly later. Furthermore, the target position resolution should not be set finer than the real
encoder resolution.
3.3.3.2 Movement Limits
The movement limits result from the limit values of the motor and the subsequent mechanics.
The minimum value from both limit values must be selected.
-
Mechanics
For purchased parts, the limit values can be found in the manual. In the case of
in-house designs, the designer should be able to make a statement. -
Motor
For motors, the source of information is the data sheet and the characteristic curve
field. The information sources listed below are available for B&R motors
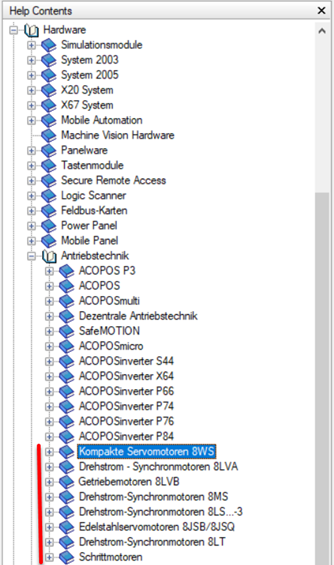
Automation Studio – Help
The help contains all current documentation on B&R hardware under the Hardware
section.
Figure 5: AS help - B&R motors
Automation Studio – Hardware view
If both the drive actuator and the motor are configured in the hardware tree, the motor
characteristic field can be opened with a right click via the context menu.
Figure 6: Automation Studio - Hardware tree - context menu

Figure 7: Automation Studio - characteristic curve field of a motor

B&R website
The characteristics are displayed under the Basic Information section. Alternatively, the
user manual for the respective motor series can be downloaded from the website under
the Downloads section.
Figure 8: B&R website - characteristic curve field of a motor

3.3.3.2.1 Speed limit
The speed (speed) that can be achieved on the motor depends on the intermediate circuit voltage and the type of winding. Exact values can be found in the motor’s characteristic curve field.
Rule of thumb
Example
Gearbox 1:1
360°/revolution
Motor 3000 rpm

Dual use regulation
The maximum output frequency of the ACOPOS must be observed. Due to the Dual-Use
Regulation (Regulation (EC) No. 428/2009 from the council of the European Union from 5th of
May 2009), the output frequency of standard devices is limited to 598 Hz. If you want to use
higher output frequencies, you should use a specially approved device.
Number of pole pairs Achievable synchronous speed at 598 Hz 2 17,940 rpm 4 8,970 rpm 6 5,980 rpm
DS402-MappMotion integration (as of 5.14)
When using the DS402Ax library, please note that there is a speed limit when reading back the
position. This depends on the Powerlink and task class cycle time.
It is therefore important that the gear ratio is carried out on the B&R side and not on the drive
actuator. The units on the drive actuator should be selected so that the encoder increments
are passed on per revolution of the motor.For the calculation it is assumed that Powerlink and task class #1 run synchronously.
Example:
Powerlink 2 [ms]

3.3.3.2.2 Acceleration/Deceleration Limit
The acceleration limit depends on the achievable torque of the motor, the inertia of the mechanics, the losses due to friction, gravity, etc. and the current of the drive plate. In order to be able to specify an exact value, a detailed design must be carried out. Programs such as ServoSoft can be of good help here.
ServoSoft
There is an installation file for ServoSoft in the Automation Studio installation package. This is used to install a cooperation version and the user can then request a license for ServoSoft from
ControlEng as a B&R customer. (as of 4/2021)
Figure 9: Automation Studio installation - ServoSoft tool selection

Rule of thumb:
Acceleration time to maximum speed with constant acceleration

Example:
Time to accelerate to maximum speed 0.1s

Typical values:
| Dynamics of the axis | Acceleration time | Speed * Factor |
|---|---|---|
| Low | 10s | 0.1 |
| Normal | 0.1 – 1 s | 10 - 1 |
| High | 0.05s | 20 |
3.3.3.2.3 Jerk limit
The jerk limit limits the change in acceleration and thus prevents sudden changes in the load on
the mechanics. Furthermore, excitation of resonances in the mechanics can also be reduced by a
jerk-limited movement.
Rule of thumb:
Rise time of acceleration to maximum value with constant jerk

Example:
Time for acceleration to rise to maximum value 0.1s

Typical values:
| Dynamics of the axis | Rise time | Acceleration * Factor |
|---|---|---|
| Low | 10s | 0.1 |
| Normal | 0.1 – 1 s | 10 - 1 |
| High | 0.01s | 100 |
3.3.3.2.4 Force or torque limit
This limitation is currently only supported by axis groups with active model-based feedforward
control. The path planner uses the model to calculate the expected forces/torques. If these would exceed the limits, the movement will be limited accordingly. However, higher torques can still be generated on the drive by the control interventions of the control cascade (e.g. higher payload than known in the model, collision, etc.). Therefore it is not possible to protect the mechanics. For the topic of gearbox protection, see Chapter 3.3.5.1
Figure 10: Planning limit vs. actual value on the axis

3.3.4 Parameters of the drive actuator
Checking the parameters on the drive actuator is described in more detail below.
Figure 11: Automation Studio configuration - ACOPOS

3.3.4.1 Channel parameters
3.3.4.1.1 Axis reference
The axis reference connects the drive actuator parameters with the information of the logical axis.
3.3.4.1.2 Mechanical translation
The settings for the mechanical translations must correspond to the real mechanics, otherwise the axis will perform an incorrect movement.
AS Help Guid: e6bc9c67-fbbc-43ba-9146-9761577ee9bc
Figure 12: AS Help - Unit parameterization

3.3.4.1.3 Position Encoder
Here you have to check whether the correct encoder connection has been selected on the device.
3.3.4.1.4 Referencing
Regarding the referencing method, its applicability to the existing mechanics should be checked.
See also chapter 3.8
AS Help Guid: 7243f2f9-aa53-4bbc-8ac8-c16e08384a77
AS-Help: Decision-making aid - Homing

HomeOffset / HomeOffset + Correction
Is the measuring range of the multiturn encoder large enough to represent the required engine
revolutions over the travel range?

Figure 13: Extract from the manual - encoder options

Reference switch
Does the signal level of the switch match the set referencing method?
AS Help Guid: 07dec4a0-a81d-4b82-8160-25b979c89690
AS-Help: Homing

3.3.4.1.5 LagError limit / Movement termination limit
Is the setting large/small enough so that initial commissioning can be carried out safely? If the
values are too small, unnecessary error messages appear during the tests; if the values are too
large, there is an increased risk of unwanted movements. It is important that a final validation of
this value is carried out after the controller cascade has been commissioned.
3.3.4.1.6 Jerk filter
For individual axes, the jerk filter can be used to adapt the movement curve. By reducing the jerk
involved, the mechanics are protected. The maximum value is 0.4s for ACOPOS P3 and 0.2s for ACOPOSmulti/ACOPOSmicro.
Further information applies to axes that are positioned using cyclic position setpoints (e.g.
PathGen - axis groups).
3.3.4.1.7 IO data points
Are all required data points connected?
3.3.5 Engine parameters
Checking the parameters on the motor is described in more detail below.
Figure 15: Automation Studio configuration - motor parameters

3.3.5.1 Gear protection
The transmission is usually the component with the lowest load capacity in the drive train. The
peak moments of the electric. Drives can generate are very large in relation to the nominal
torques. In order to protect the gearbox from damage, it is often necessary to limit the torque.
Engine parameters
The specification of the parameters in the motor data record affects the torque limiter on the drive actuator and can thus ensure effective protection of the transmission.
Figure 16: Automation Studio configuration – gearbox parameters

PLCopen function block “MC_BR_LimitLoad_AcpAx”
With modular machine concepts, the limitation on ACOPOS can be specified during runtime via the application.
AS Help Guid: 07dec4a0-a81d-4b82-8160-25b979c89690
Figure 17: AS Help – MC_BR_LimitLoad_AcpAx

3.4 Initial commissioning of the hardware
After switching on the power supply for the first time, the basic function of the drive must be ensured
- Checking the existing communication to the drive actuator
- Waiting for typically required firmware upgrade
- Testing of any existing reference/limit switches
- Testing of any existing safety/additional brakes
- Testing the STO release by the safety technology
Danger!
For small axes, additional manual testing can be performed by hand. This is
only possible if opening the brake and manual intervention does not pose any
danger to the person commissioning the system.
- For small axes, test the brake control
- For small axes, test the position feedback by moving manually
3.4.1 Checking the communication to the drive plate / detecting a firmware upgrade
The drive actuators cannot be seen via the hardware comparison like normal IO modules, so
alternative methods for checking the connection status are required.
mappCockpit – drive operation watch
Figure 18: mappCockpit - drive operation Watch – Communication Ready

PLCopen/mapp function blocks
Figure 19: Automation Studio Watch - MappAxisBasic - CommunicationState

LED status on the hardware
Figure 20: Automation Studio Help - ACOPOS P3 LED startup behavior

Troubleshooting
- Node number setting
- Bus connection lines
- Broken device
- Missing libraries e.g. McAcpAx (servo), McStpAx (for steppers), ….
- With DS402, module monitoring can lead to problems during startup. In this case, module
monitoring must be deactivated and a project-specific solution created using the IO ModulOK
or the axis status “CommunicationReady”.
3.4.2 Test any reference/limit switches that may be present
The drive actuators cannot be seen via the IO mapping like normal IO modules, so alternative
methods for checking the IO status are required.
mappCockpit – drive operation watch
Figure 21: mappCockpit - drive operation Watch – IO signals

PLCopen/mapp function blocks
Figure 22: Automation Studio Watch - MappAxisBasic - DigitalInputsStatus

3.4.3 Testing any existing safety/additional brakes
This is usually a standard IO check, so it will not be discussed in further detail here.
3.4.4 Testing the STO release by the safety technology
The IO data point DriveEnable indicates the state of the STO level for both wired and integrated
safety technology. If the safety circuit is acknowledged and closed, a TRUE level is present here.
Only then can the axis carry out a movement.
See also chapter 3.4.2.
Danger of wear!
Most servo motors are only equipped with holding brakes and are therefore not
suitable for braking a moving load.
By taking appropriate measures, such as a time delay for the STO signals on the
safety technology, the functional control should still be given the opportunity to
stop the axis. This shutdown can be monitored safety-wise by ramp monitoring
in order to keep the reaction time short in the event of an error.
3.4.5 For small axes, test the brake control
By testing the brake control, the function of the brake can be tested. Furthermore, the motor cable cannot be mixed up with another motor.
- It should be noted that the brake can only be opened manually when the position
controller is inactive and the safety circuit is closed. - If the drive is switched on and then switched off, the brake is closed again.
- If a negative edge occurs at the STO input, the brake is closed.
Danger!
This is only possible if opening the brake and manual intervention does not pose any
danger to the person commissioning the system.
mappCockpit – drive operation commands
Figure 23: mappCockpit - Drive Operation Commands – Brake Operation

PLCopen/mapp function blocks
Figure 24: Automation Studio Watch - MappAxisBasic - BrakeRelease

Troubleshooting
-
Checking the wiring of the motor cable. The polarity is relevant for the brake.
Figure 25: Automation Studio Help - Extract from the motor cable cable plan
-
Some drive actuators require an external supply voltage or cable bridge to supply the
brake control. The manual must be checked. -
Broken device

3.4.6 For small axes, test the position feedback by moving manually
The function of the position feedback can be tested by testing using manual actuated movement. Furthermore, the sensor cable cannot be mixed up with another motor.
Danger!
This is only possible if opening the brake and manual intervention does not pose any
danger to the person commissioning the system.
When position control is inactive, the actual value is displayed at the position output.
mappCockpit – drive operation watch
Figure 26: mappCockpit - drive operation Watch – IO signals

PLCopen/mapp function blocks
Figure 27: Automation Studio Watch - MappAxisBasic - BrakeRelease

Troubleshooting
-
Checking the cabling of the encoder cable
Figure 28: Automation Studio Help - Extract from the hybrid cable cable plan
-
Broken device